技術情報-インデックス(割出機器)
インデックス(割出機器)とは
⼀方向に停留-位置決め-停留の周期的・間⽋的動作を⾏う間⽋割出機器と、直進運動を回転運動に変えて動作を⾏う割出機器があります。
カム式間⽋割出機器としてはローラギヤカム、パラレルカム、バレルカムの3つの形式があります。
⼊⼒1回転の中で出⼒軸を割り出す区間(割出⾓)と、出⼒軸が停止する区間(停留⾓)があり、停止する区間では⼊⼒軸が回転している際に出⼒軸は回転しないので、インダクションモータ等でも位置決めが可能となります。(4分割の割出機器では⼊⼒軸が1回転すると出⼒軸は90度回転する。)
⼀⽅、カム式割出機器は、ピストンの直進運動と噛み合うカムの曲率(形状)により、出⼒軸の移動量を決めることで⼀運動あたりの割出数を設定します。
インデックス機器類は、多分割での割出し(4割出や12割出等)が可能なため、多⾏程の作業が要求されるロータリー型⾃動組⽴機械加工機械、⾃動包装機械などのベースマシンに広く使⽤されています。
パールデックス PDWシリーズ
パールデックスとは
パールデックスはバレルカム機構に属します。従って基本部品は“カム”、“ホイール”、“従動体”の3点からなる非常にシンプルな構造です。
従動体をスチールボールに置き換えることにより、従来のバレルカムインデックスに対し小型化を実現しています。
カムを等速回転させることにより出力軸がカム曲線に従い間欠回転運動します。

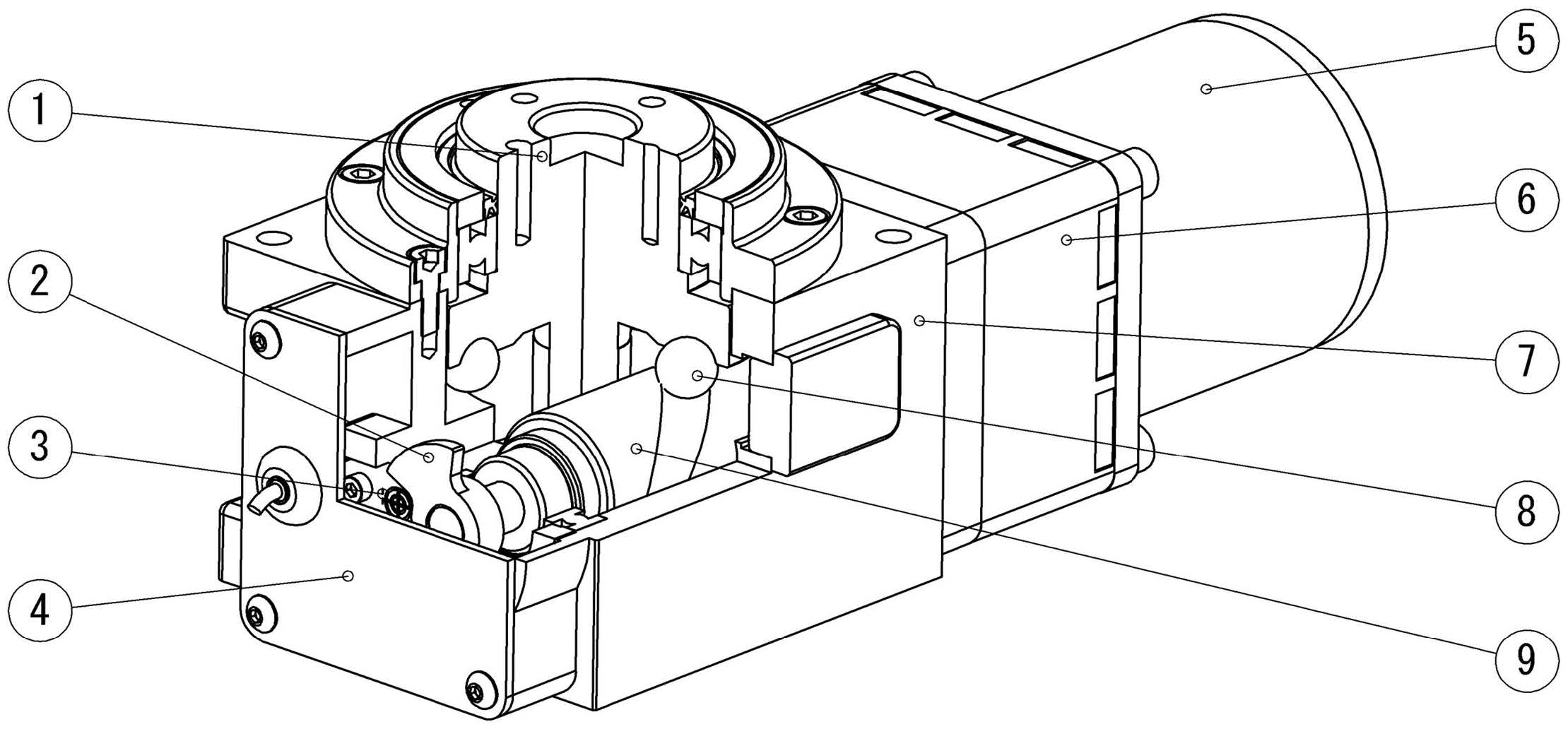
パールデックスの構造
PDWシリーズは、ギヤヘッド付モータ、近接センサ、ドグがユニット化されています。
- ①
- 出力軸
- ②
- ドグ
- ③
- 近接センサ
- ④
- センサキャップ
- ⑤
- インダクションモータ
- ⑥
- ギヤヘッド
- ⑦
- ケーシング
- ⑧
- スチールボール
- ⑨
- カムシャフト
パールデックスの原理
パールデックスのカム曲線は、変形正弦曲線(MS曲線)を採用し、スムーズな運動特性を実現しています。
図のA1とA2部は、円筒が回転しても軸方向に変化しない直線部です。B部は、円筒の定速回転に連れ軸方向にその速度を変えながら移動する部分で、これが変形正弦曲線になります。
C1とC2部は、B部と同じ変形正弦曲線ですが、従動体の入口と出口であり途切れています。
このA1とA2部が停留角、B部が割付角になり、従動体がA1からA2へ移動することで割出動作が完了となります。
割出数、割付角、停留角について
パールデックスは、カムシャフトを回転させることにより出力軸が間欠回転を繰り返し、出力軸1回転中に停止する回数を割出数といいます。
また出力軸を1割出するのに要するカムシャフトの回転角度を割付角といい、出力軸が停留している角度を停留角といいます。
停留角の範囲では、カム軸を回転させても出力軸は停留し保持された状態となります。
パールデックスの特徴・メリット
ユニット化
ギアヘッド付インダクションモーター、センサー、ドグ付
カム曲線
変形正弦加速度曲線(MS曲線)を採用し、スムーズな運動特性を実現しています。
メンテナンスフリー
グリース封入でメンテナンスフリーです。途中給油や交換の必要がありません。
小型
60角から160角のコンパクト形状です。
低コスト
ユニット化により低価格を実現しています。
エアインデックスシリンダ-MDFシリーズ
MDFシリーズとは
MDFシリーズは、ピストン両端のカムによりピストン片道動作で1割出を完了するエアシリンダ式インデックスです。
単純な要素により構成されており、耐久性に優れコンパクトな製品になります。

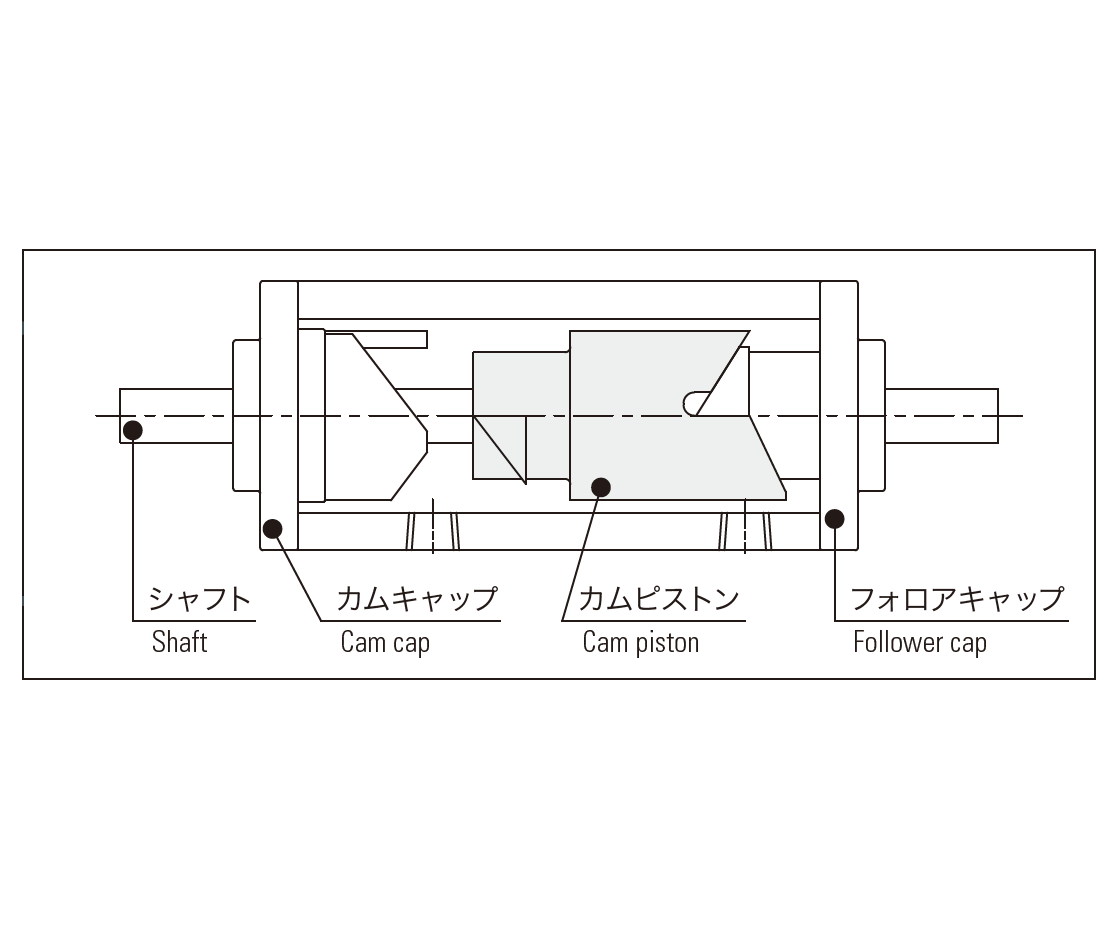
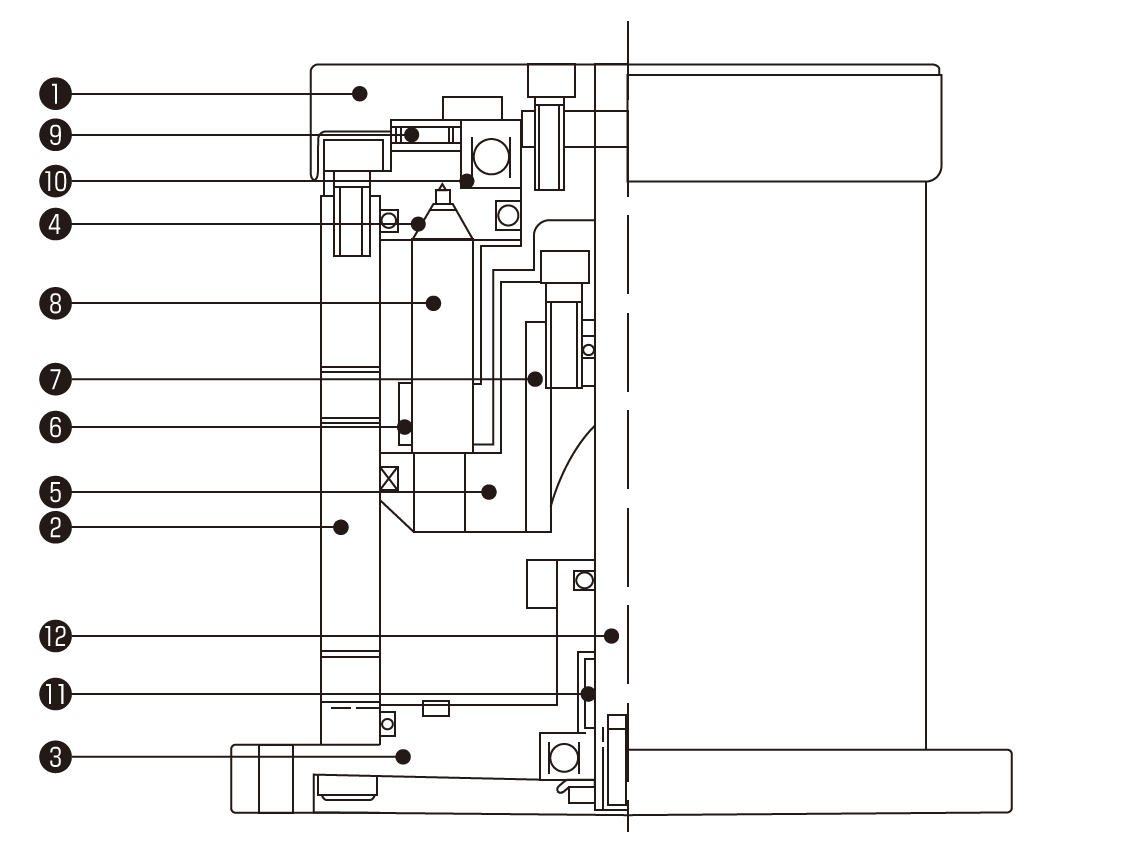
エアインデックスシリンダの構造
- ①
- ベアリングナット
- ②
- 深溝玉軸受
- ③
- ワンウェイクラッチ
- ④
- フォロアキャップ
- ⑤
- Oリング
- ⑥
- チューブ
- ⑦
- カムピストン
- ⑧
- シャフト
- ⑨
- カムキャップ
- ⑩
- サークリップ
- ⑪
- エアポート
- ⑫
- エアポート
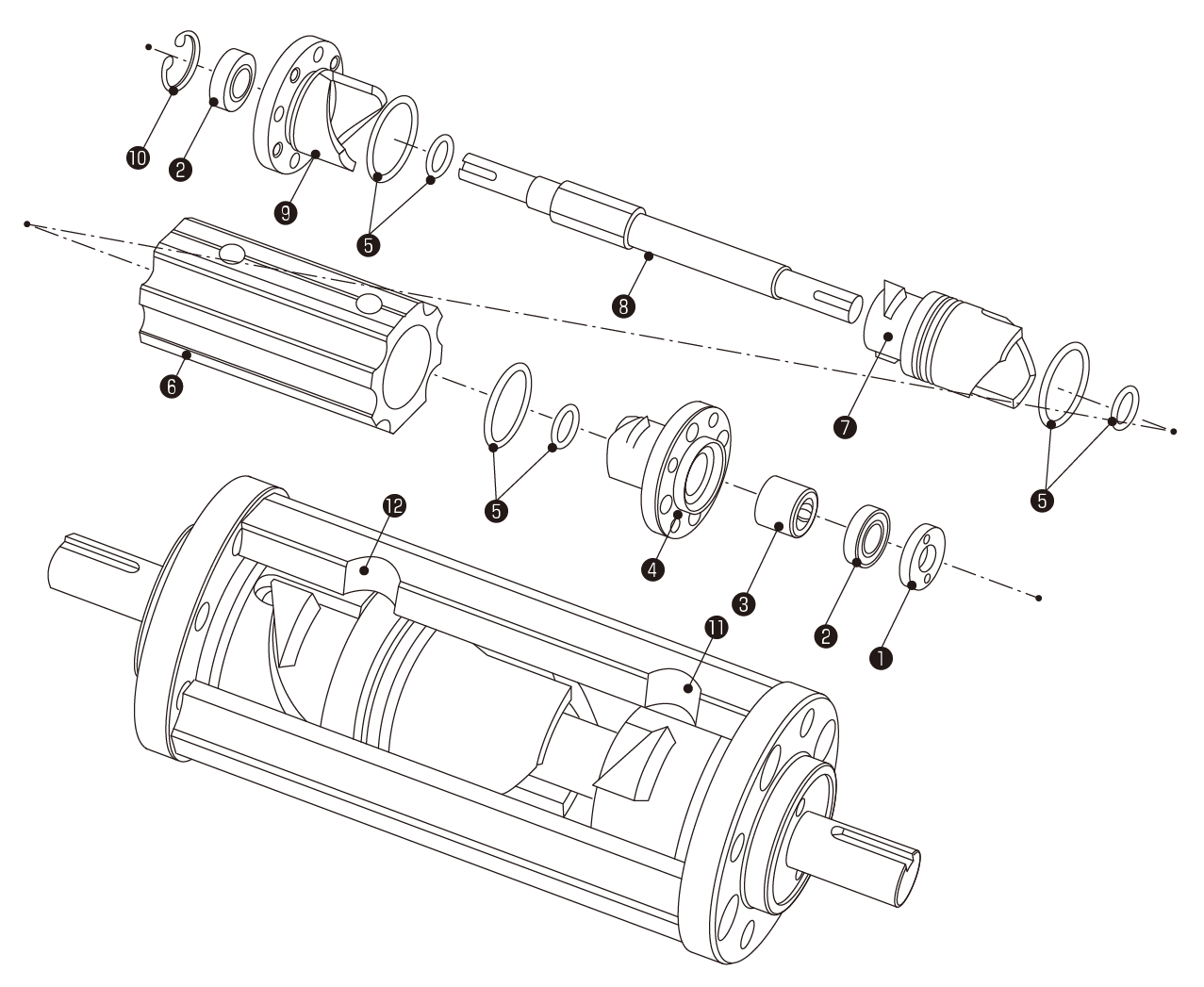
※図はMDF30です。
※シール部分は全てJIS規格品です。
※逆回転は内部のワンウェイクラッチ作用のためにできません。
エアインデックスシリンダの動作原理
内部ピストンが片道動くごとに1割出を完了します。
割出完了(停止)
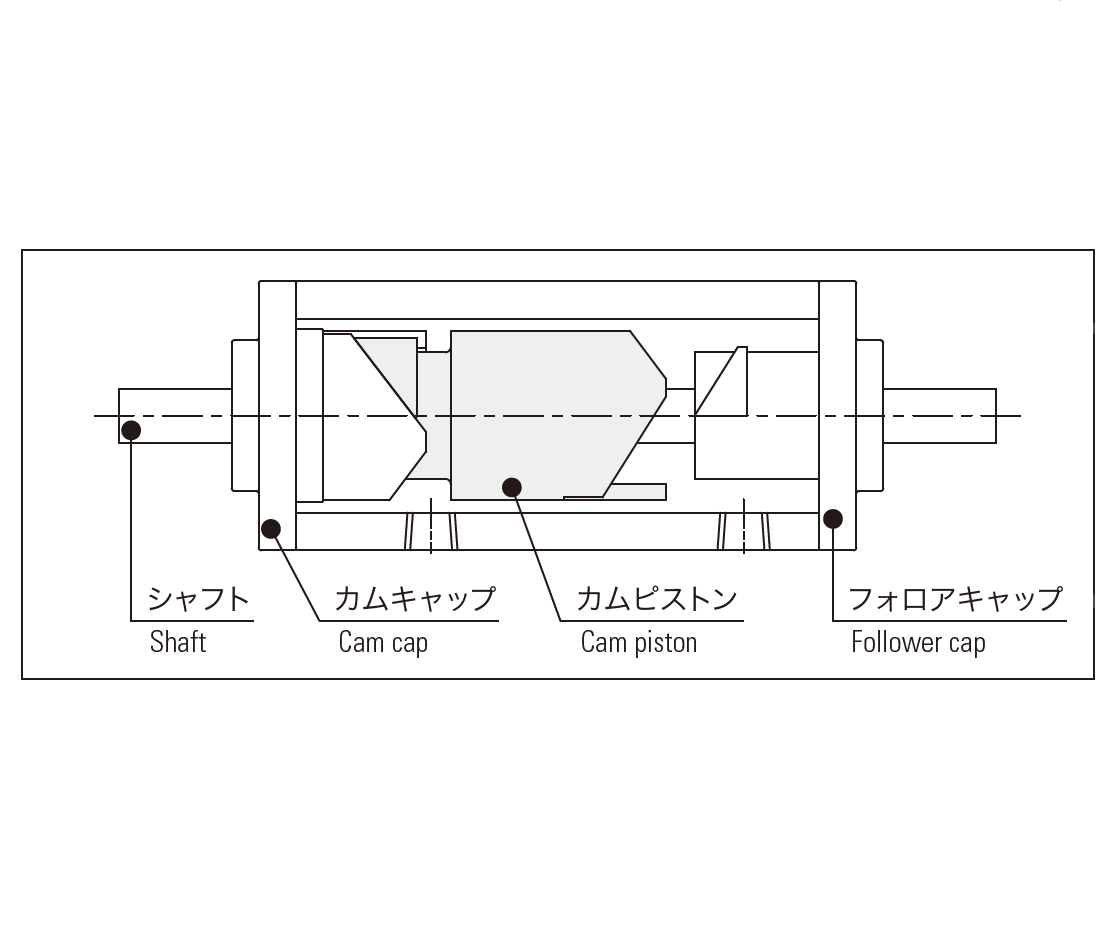
カムピストンとカムキャップがかみ合っている状態です。
割出中
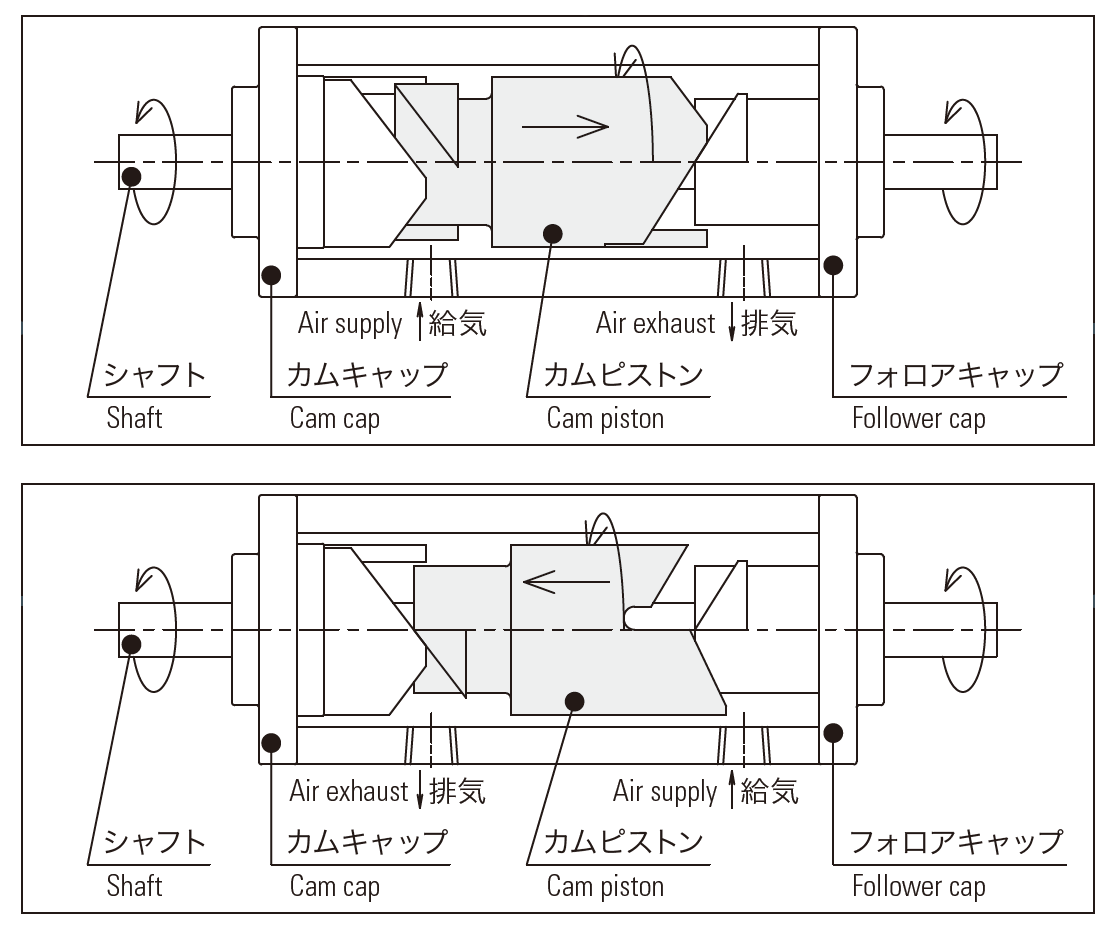
バルブ切替により、カムピストンが右(左)方向へ直動します。カムキャップ(フォロアキャップ)とのかみ合いが外れると、フォロアキャップ(カムキャップ)とのかみ合いが始まりカムピストンが回転します。
カムピストンの回転はシャフトに伝達されます。
割出完了(停止)
カムピストンとフォロアキャップが完全にかみ合い、1割出を完了します。
エアインデックスシリンダの特徴・メリット
簡単制御
エアシリンダ感覚でエアー制御により簡単に割出が可能です。※ダブルソレノイドバルブ推奨
またカムによる一方向回転、両軸タイプのため回転方向を選びません。
高精度
カムによる割出は累積誤差が発生しません。
ワンウェイクラッチ内蔵によりシャフトの戻りは発生せず、確実な割出停止構造によりオーバーランも発生しません
メンテナンスフリー
グリース封入でメンテナンスフリーです。途中給油や交換の必要がありません。
エアインデックステーブル-MTシリーズ
MTシリーズとは
MTシリーズは、エアインデックスシリンダの割出原理を基本とし、割出精度と剛性を向上させたインデックステーブルユニットです。
4方弁からのエア配管のみで割出し作用を行うため、小型ボール盤やタッピング等に簡単に載せ、省力化することができます。
また組立機等にもその小型特性を有効に活かして組込む事ができ、実に幅広い応用範囲をもっています。

エアインデックステーブルの構造
- ①
- 回転テーブル
- ②
- チューブ
- ③
- フォロアキャップ
- ④
- ホールキャップ
- ⑤
- ピストン
- ⑥
- 割出板
- ⑦
- ベルカム
- ⑧
- ロケートピン
- ⑨
- スラストベアリング
- ⑩
- ボールベアリング
- ⑪
- ワンウェイクラッチ
- ⑫
- シャフト
※MT70型は⑨スラストベアリング、⑪ワンウェイクラッチは入っておりません。
※シール部分はすべてJIS規格品です。
エアインデックステーブルの動作原理
動作概要
2段のモーションによる割出作用を行います。
右図下図のように、ロックするために約5°の動きを必要としています。この点を考慮してお使いください。
なお、ロック時のトルクは割出時のトルクより常に大きくなっています。
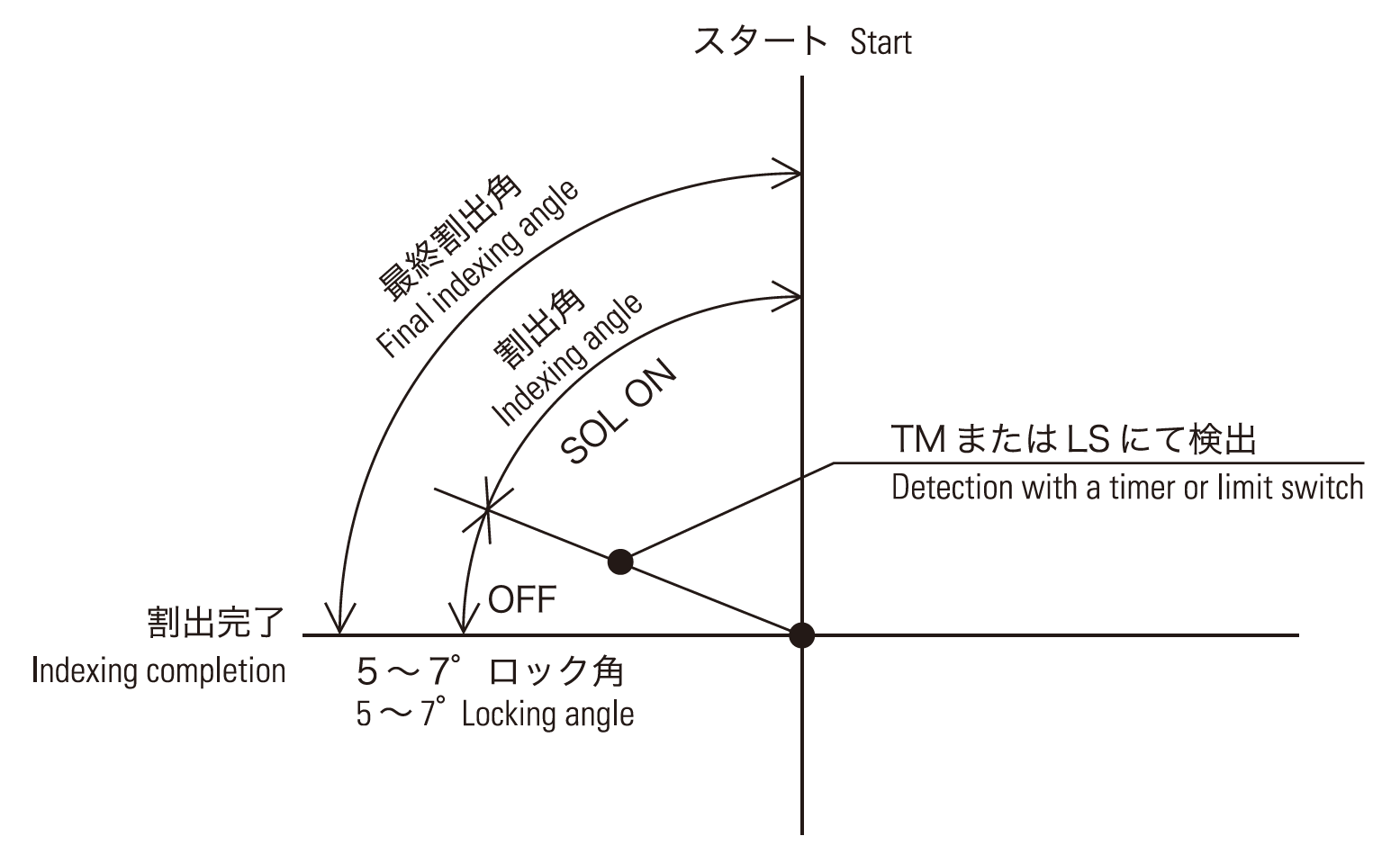
1.停止(原位置)
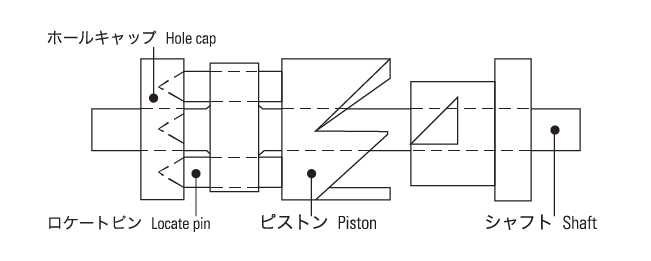
位置決めロックの状態を示します。ピストンを左方に押されています。
ロケートピンはホールキャップと嵌合し、シャフトは確実にロックされています。
2.割出
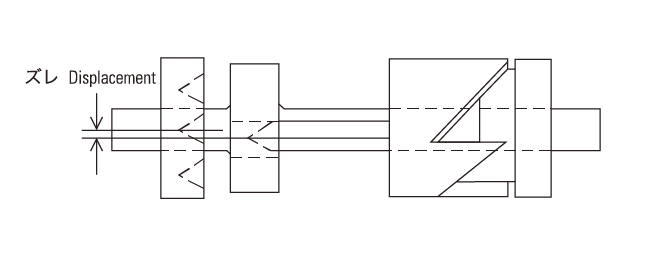
弁の切換えにより、ピストンは右行し、割出を完了した状態です。この状態で95%の割出を終了し、一旦ロック状態にあります。
この時、ロケートピンのセンターは、位置決めホールのセンターと少々のズレをもたせてあります。
3.ロック
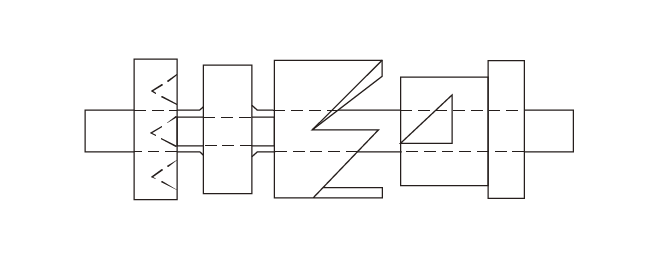
再び原位置です。
ロケートピンがホールに入り込む時、残り5°程度の割出作用を伴って入り込み、再びロックされます。
エアインデックステーブルの特徴・メリット
簡単制御
エアシリンダ感覚でエアー制御により簡単に割出が可能です。※シングルソレノイドバルブ推奨
高精度
カムによる割出は累積誤差が発生しません。
またカム及びロケートピンによる2段階割出機構の確実な割出・停止動作は高精度位置決めが可能です。
高剛性
テーブル部にスラストベアリングが内蔵されてますので存分に荷重を受けれます。
メンテナンスフリー
グリース封入でメンテナンスフリーです。途中給油や交換の必要がありません。